

伊塞爾 Exiel Li
高中開始接觸武術,後赴美學習史實歐洲武術,鑽研歐洲劍術及真實兵器多年,於2016年正式獲得HEMA Alliance (美國史實歐洲武術聯盟) 所頒發之教練證書。Vor & Nach史實歐洲武術會總教練,台灣大學機械系研究所,EPW安全兵器研發者,(台灣/大陸兩地專利),中日歐兵器試斬/交流活動推廣人。
伊塞爾 Exiel Li
高中開始接觸武術,後赴美學習史實歐洲武術,鑽研歐洲劍術及真實兵器多年,於2016年正式獲得HEMA Alliance (美國史實歐洲武術聯盟) 所頒發之教練證書。Vor & Nach史實歐洲武術會總教練,台灣大學機械系研究所,EPW安全兵器研發者,(台灣/大陸兩地專利),中日歐兵器試斬/交流活動推廣人。
5年前開始收集刀劍,國內外市面上的量產歐洲劍大多都經手過,從平價的Cold steel到頂級的Albion,最近幾年發現,這些劍逐漸無法滿足我對綜合性能(機械性質、外觀、重心重量、用途)的追求,在訂做刀劍的失敗經驗(付了1萬訂金,不但等了兩年沒下落,設計還被抄襲)後,我決定自己研究刀劍製作。
2015年9月,我完成了第一把劍-信念,那是為了練習劍身製作技巧而設計的,雖然用途多元,但是天馬行空的造型總被人開玩笑說是動漫刀劍(也沒什麼不好,沒看過Man At Arms嗎 wink :);在完工之後,馬上有了下一把劍的構想!
我決定這回要做傳統造型的歐洲長劍!
其實在我心目中,一直有一把劍是想擁有,卻找不到的,那便是具有長劍墩(ricasso)的XVIIIe型劍,劍型源自Ewart Oakeshott整理的歐洲劍拓樸史,是15-16世紀時用來對抗盔甲騎士的劍,具有極窄的劍尖和增強劍身堅挺度的ricasso,這樣的劍,在戰場上能夠刺進盔甲間隙給予對手致命一擊,XVIIIe通常是150公分左右,重2-3公斤的雙手劍。

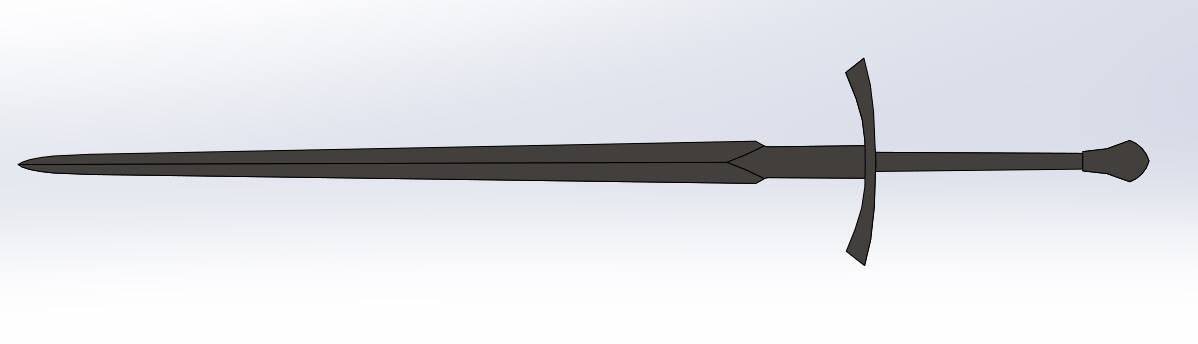 我用工業繪圖軟體做的2D設計,省略了溝槽,主要是因為暫時沒有挖槽的工具。
我用工業繪圖軟體做的2D設計,省略了溝槽,主要是因為暫時沒有挖槽的工具。我選擇縮小尺寸,用一般長劍的尺寸來重新詮釋自己的XVIIIe,盡可能在刺擊的功能上也加入斬擊的性能;因為跨年當晚還在研磨此劍的劍身,我將其命名為Across(跨越)。
從鋼板切出外型,接著開始研磨出斜面,此時還不是最終形狀的主斜面(Primary bevels),只是為了熱處理工廠操作方便以及在硬化前盡可能去除大部分材料,在刃口和脊線的預設位置要留下一定厚度以免熱處理結果不如預期。
在這個階段,我會用砂帶機和手持砂輪機交換使用,因為去料量是全部的六至七成,可以說是挺重要的階段,熱處理前劍身如果太多左右兩側不均的狀況,熱處理後明顯彎曲的機率會大很多,除了用砂帶機和手持砂輪機之外,我還會用銼刀慢慢將超長的四個斜面整平,最後用較粗的砂紙修面。
 研磨出斜面
研磨出斜面 完成的粗胚用盒子裝好,送熱處理廠
完成的粗胚用盒子裝好,送熱處理廠依照劍形的不同去決定熱處理的細節。
這把Across的劍身,設計上為斬刺兩用劍,因此選用了硬度、韌性都高的高合金鋼,配合500度以上的高溫回火,稍微降低硬度以追求更好的韌性。
從熱處理廠回來後,把碳皮磨掉的過程發現,59-60度的硬度跟第一把劍比起來簡直是地獄級難磨,關關難過關關過,因此又學到了新的研磨技巧~
在研磨主斜面(Primary bevels)前,我決定進一步再把劍尖處20公分左右的長度用曲線收窄,這個特徵出現在Albion和Atrim等頂級傳統歐洲劍的頻率很高,最近Angus Trim本人特別寫了一篇文章來講述這個重點,也就是在出土文物中,歐洲劍劍尖會有一段曲線收窄的現象,我相信是在較窄的劍尖處利用弧線造型增加割擊/斬擊的效率。其實當時只是憑感覺決定要這麼做,現在想起來,自己還蠻有sense的。


因為硬度高,無法像第一把劍一樣單靠銼刀和手持砂輪機,這回我開始逼自己用砂帶機做平磨整形,效果出乎意料地好,磨出了筆直的脊線,之後用砂紙在修面的時候,因為斜面夠平整,花的時間比想像中少很多,真是研磨能力LEVEL UP了 :)
到這裡劍身製作的分享告一段落,明天再來跟大家分享裝具吧,那又是另一篇故事了~

說起來,這是第一次製作真正意義上的傳統劍,和第一把一體成形的戰術劍不同,傳統劍是由劍身、劍柄和裝具(護手、劍首)組合而成的,零件多了,製作上也更麻煩,因此等到第二把劍,有初步經驗了之後才來挑戰。
本來想得很簡單,用3D列印出需要的裝具,再請鑄造廠用304不鏽鋼脫蠟鑄造出來,拋光一下即可。
 3D列印裝具
3D列印裝具 翻模完的粗胚
翻模完的粗胚想不到鑄造廠的品質不如預期,成品充滿了氣孔和缺陷,也沒時間和金錢製作第二次了;回想起來,從一開始就碰到了一堆問題,Across劍如其名,想要完成它,非得跨越一堆困難險阻不可!



解決之道,基本上就跟做黏土一樣,補了再修,修了再補,來回跑了兩三趟焊接店請老闆補焊,再重新磨出曲面,過程中發現氣孔不只表面看起來的數量,每次高溫熔焊,磨除時又會出現新的孔洞


國寶級焊接店老闆告訴我,台灣鑄造廠的技術每況愈下,老人沒力氣做,年輕人嫌辛苦不願意學,現在只能到日本甚至大陸才有好一點的鑄造廠,這故事實在令人感到唏噓,有一天希望可以像國外刀匠一樣,自己在家做鑄造,別人不願意做的,我們來做~
傳統歐洲劍的最後一個零件-劍柄
歐洲劍和中國、日本的刀劍其中一個區別在於,中國、日本刀劍在木柄之上覆蓋魚皮,最外層做纏繩,而歐洲劍的劍柄則是將繩子直接纏在木柄上,而後以皮革包覆,再以細繩緊迫柄皮以製造出表面的紋路,兩者的製作時間差不了多少,但是一眼就能看出來差別在哪裡。
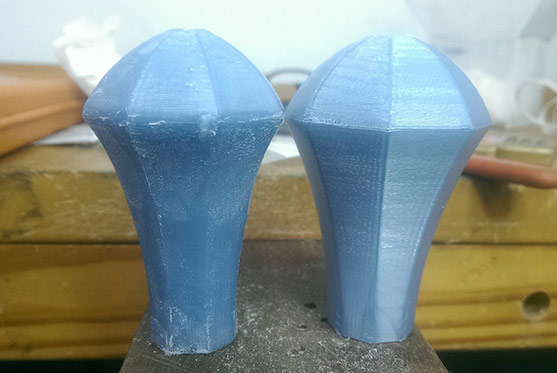
這把劍我選用收腰柄型,特色在於前段方便掌握刃口方向的寬直柄和後段容易做出靈活運劍的內凹收腰柄,兩種特色的結合使得一把歐洲劍可以有很棒的操控感,搭配頭尾各一、中間三環,方便定位以及作為第二護手(防止意外滑動)的的凸緣(Risers),雖然增加了包覆皮革時塑型的難度,但是在功能性和美觀上都大大加分。

值得一提的是,之前才剛完成了另一把客戶要求的歐洲劍柄,在柄型和做法上有些許的差異,各有各的美感,大家可以欣賞到兩種不同造型的劍柄!

清晨開始工作,體力勞動了五個小時,只能說做一把傳統歐洲劍,有著太多耗時費力的工作,即便組裝也需要大量的工時。
組裝的最後一道工序-冷鉚(Peening)
傳統歐洲劍不像東方刀劍一樣在劍莖(Tang)上鑽孔,而是在劍首(Pommel)鑽孔,全部組裝起來後劍莖會露出一點點,最後用鐵鎚往劍莖不停地敲,敲到劍莖變形,長成蘑菇頭的形狀,鉚接固定,用這樣的方式來迫緊,以達到穩固的組裝。
一般量產刀劍廠會用熱鉚的方式,也就是用氧乙炔火焰集中、快速加熱劍莖到紅熱溫度,再敲出蘑菇頭,而我在缺乏設備(沒有氧乙炔火炬)以及鋼材限制(高合金鋼紅熱硬度太高,會破壞劍柄內的封膠)的情況下,只能用槌子在室溫以非常緩慢的速度做冷鉚。從昨天敲到今天,工時大約5小時,大概只敲扁了露出長度的1/4不到。

 冷鉚
冷鉚之前冷鉚,是一般的5160彈簧鋼,硬敲還是能完成,可這回不同,敲了十幾個小時,高合金鋼依然頑強不肯屈服,於是隔天立馬決定買入高價位的氧氣-乙炔火焰熔接組來進行熱鉚。
第一次點燃乙炔,產生了後座力的錯覺(非常小),雙氣瓶驅動3000多度的超高溫火焰真不是蓋的,一般的瓦斯罐(丁烷)噴燈完全沒辦法比,也因此更加小心地進行,在劍柄和劍首交界處裹了濕毛巾,避免高溫毀了製作完成的劍柄,這點是參考了國外刀匠分享的影片。
一般熱鉚,會在劍柄裝配之前做好,也就是先把劍首裝上劍莖,熱鉚後再裝上兩片挖好凹槽的木柄,接著纏繩、包覆外皮,我一直覺得兩片式的結構不太符合需要的強度,雖然即便Albion也採用這樣的作法,我還是堅持一體式的劍柄,也因此在熱鉚時,會擔心高溫從劍莖尾端傳到柄處,如果燒掉了劍柄內部,裝配強度會大打折扣的。我選擇盡量分多次以及拉長間隔時間的方式加熱,間隔時間即便赤手接觸毛巾,也沒有感覺燙手,因此確定了這個方式可行,燒紅了的劍莖很容易敲,看著蘑菇頂越來越大,這種感覺很容易上癮,彷彿馴服了野獸一樣,最後大約花了不到半小時的操作時間,就完成了熱鉚,跟冷鉚遙遙無期相比,我想說這組噴燈買得真值!
 熱鉚
熱鉚 熱鉚
熱鉚 熱鉚
熱鉚這邊分享一段操作影片和完成照,至此所有製作工序報告完畢,之後會再用試斬心得另外發一篇手札,感謝大家的支持!
EPW安全兵器粉絲頁-訊息或是寄送 電子郵件,告知以下資訊:訂購EPW安全兵器須知